Schnittparameter richten sich nach dem Werkstoff, Materialquerschnitt, Schmierung, Zustand der Maschine und der korrekten Bedienung!
Diese Werte sind als Orientierungshilfe zu verstehen:

Profi-Metallkreissägeblatt 450×3,0×40 mm, Z100 aus HSS-DMo5 – dampfbehandelt für reduzierten Verschleiß und optimalen Lauf in semi- und vollautomatischen Kreissägemaschinen. Geeignet für Stahl, Edelstahl, Aluminium und Buntmetalle bis 800 N/mm². Nebenlöcher passend für alle Hersteller.
Jetzt zum Sonderpreis – solange der Vorrat reicht.
Ursprünglicher Preis war: 275,87 €116,71 €Aktueller Preis ist: 116,71 €.
17 vorrätig
Die Dampfbehandlung erzeugt eine Schicht aus Eisenoxid (Fe3O4) um das Gleiten zwischen Sägeblatt und Material zu verbessern: Reibungskoeffizient: 0,65
Anwendungen:
Wir produzieren passend für ALLE Hersteller!
Bitte bei der Bestellung die Zähnezahl und Nebenlöcher angeben, vielen Dank.
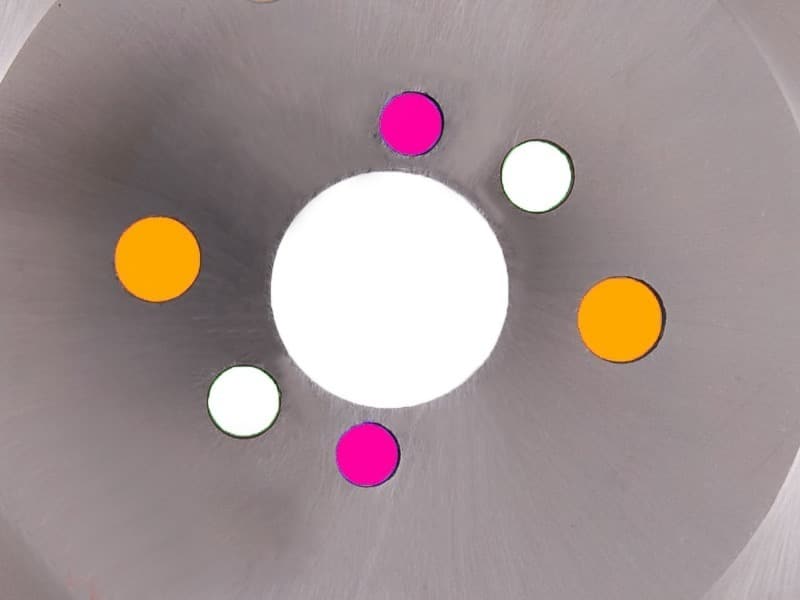
Nebenloch – Beispiel: 2/11/63 =
Anzahl Bohrungen: 2 Stück / Nebenlochdurchmesser: 11 mm / Teilkreisdurchmesser: 63 mm (Abstand von Bohrungsmitte zu Bohrungsmitte)
Pro-Tipp: Lochabstand immer von Außenrand zu Außenrand messen - Mitte zu Mitte ist zu ungenau:

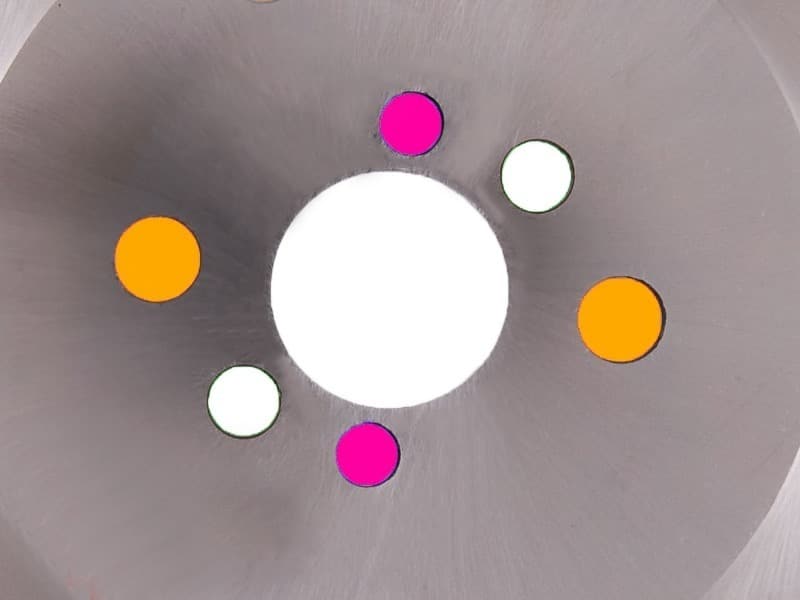
Beispiele Nebenlöcher:
Bohrung Ø 32 NL 2/8/45 + 2/11/63
Bohrung Ø 40 NL 2/12/64 + 2/15/80
Bohrung Ø 50 NL 4/15/80
Zahnform A für die Bearbeitung von spröden und kurzspanenden Werkstoffen.
Spanräume kleiner = geringeres Spanvolumen
Kleine Zahnteilungen + geringes Spanvolumen = nur für geringe Schnitttiefen oder dünnwandige Materialien geeignet.
Zahnteilungen kleiner 2 = Schnitttiefen bis zu 4 mm
Zahnteilungen größer 2 =Schnitttiefen größer 15 mm
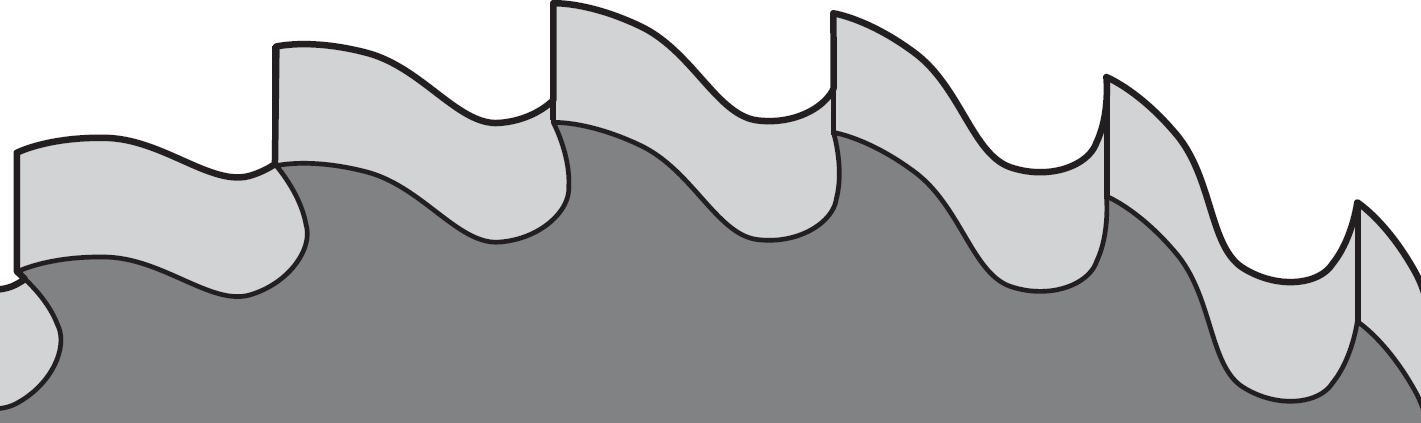
Zahnform B für das Trennen von Vollmaterial mit großen Schnitttiefen
Für zähe und weiche Werkstoffe
Spanräume größer = großes Spanvolumen
Universelle Anwendungen = Schnitttiefen + Querschnitte bis 100 mm
Dieser Zahnzwischenraum erlaubt ein 35% größeres Spanvolumen
Zahnteilungen 3 - 12 mm
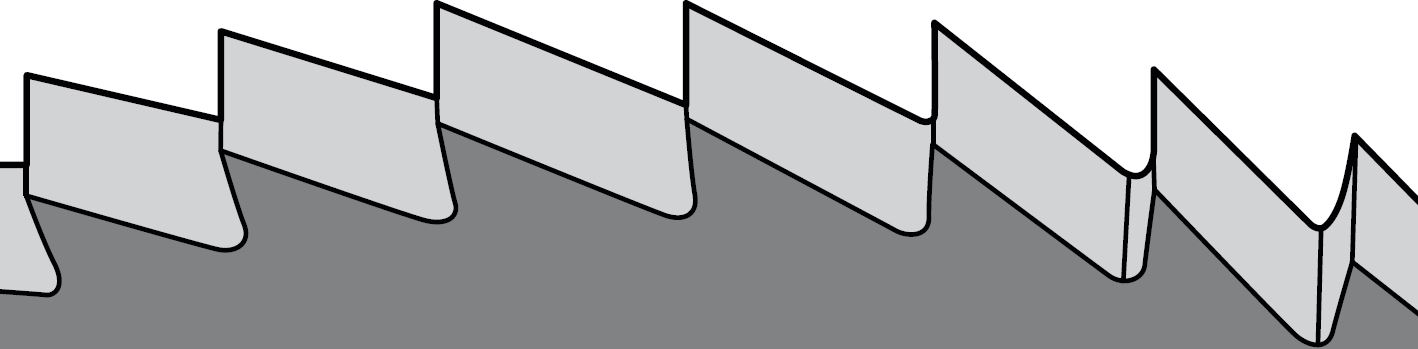
ZAHNFORM C – Metallkreissägeblätter DIN 1838 C (grobgezahnt mit Bogenzahnung mit Vor- und Nachschneider = HZ-Zahnung)
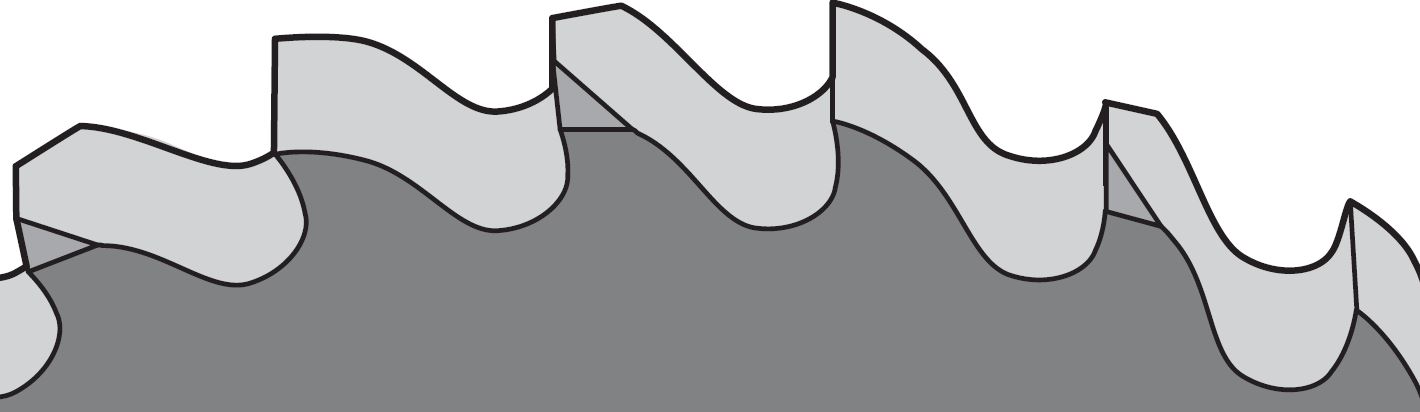
Zahnform C zum Trennen von Materialien eingesetzt
Spanteilenden Zahnform für Materialien niedriger und mittlerer Festigkeit
Hohe Spanleistung bei sehr tiefen Schnitten und großen Durchmessern
Der überhöhte Vorschneider nutet den Schnittgrund und erzeugt eine asymmetrische Schnittgrundfläche.
Vorschneider ist im Radius 0,15 - 0,35 mm höher als der nächte Zahn dadurch haben große Sägeblätter eine bessere Führung sägen besser.
Schnittwertempfehlungen:
Schnittparameter richten sich nach dem Werkstoff, Materialquerschnitt, Schmierung, Zustand der Maschine und der korrekten Bedienung!
Diese Werte sind als Orientierungshilfe zu verstehen:
| Material | Schnittgeschwindigkeit [m/min] |
Spanstärke [mm/Zahn] |
Zahnteilung T bei Materialquerschnitt d [mm] |
||||||
| 10-20 | 20-40 | 40-60 | 60-90 | 90-110 | 110-130 | 130-150 | |||
| bis 500 N/mm² | 30 - 50 | 0,03 - 0,06 | T5 | T8 | T10 | T12 | T14 | T16 | T18 |
| bis 800 N/mm² | 20 - 40 | 0,03 - 0,04 | T5 | T6 | T10 | T12 | T14 | T16 | T18 |
| bis 1200 N/mm² | 15 - 25 | 0,02 - 0,03 | T5 | T6 | T8 | T10 | T12 | T14 | T14 |
| Rostfreier Stahl | 10 - 30 | 0,01 - 0,03 | T5 | T6 | T8 | T10 | T12 | T14 | T14 |
| Gusseisen | 15 - 40 | 0,04 - 0,05 | T5 | T6 | T8 | T11 | T14 | T16 | T16 |
| Aluminium | 80 - 1500 | 0,04 - 0,09 | T6 | T8 | T12 | T16 | T18 | T20 | T20 |
| Kupfer | 200 - 300 | 0,04 - 0,06 | T6 | T8 | T10 | T13 | T15 | T17 | T19 |
| Bronze | 90 - 300 | 0,04 - 0,06 | T6 | T8 | T10 | T13 | T15 | T17 | T19 |
| Messing | 350 - 600 | 0,04 - 0,08 | T6 | T10 | T12 | T14 | T17 | T19 | T20 |
| Material | Schnittgeschwindigkeit [m/min] |
Spanstärke [mm/Zahn] |
Zahnteilung T bei Materialquerschnitt d [mm] |
|||||||
| <1,0 | 1,0 - 1,5 | 1,5 - 2,0 | 2,0 - 3,0 | 3,0 - 4,0 | 4,0 - 5,0 | 5,0 - 6,0 | 6,0 - 8,0 | |||
| bis 500 N/mm² | 40 - 80 | 0,03 - 0,06 | T3 | T4 | T5 | T5 | T6 | T8 | T9 | T10 |
| bis 800 N/mm² | 30 - 60 | 0,03 - 0,04 | T3 | T4 | T4 | T5 | T6 | T8 | T9 | T10 |
| bis 1200 N/mm² | 20 - 40 | 0,02 - 0,03 | T3 | T3 | T4 | T5 | T5 | T7 | T8 | T9 |
| Rostfreier Stahl | 5 - 40 | 0,01 - 0,03 | T3 | T3 | T4 | T5 | T6 | T8 | T9 | T10 |
| Aluminium | 80 - 1500 | 0,04 - 0,09 | T4 | T5 | T6 | T7 | T8 | T10 | T12 | T12 |
| Kupfer | 200 - 500 | 0,04 - 0,05 | T4 | T5 | T6 | T7 | T8 | T10 | T12 | T12 |
| Bronze | 90 - 350 | 0,04 - 0,06 | T4 | T5 | T6 | T7 | T8 | T10 | T12 | T12 |
| Messing | 350 - 900 | 0,04 - 0,08 | T4 | T5 | T6 | T7 | T8 | T10 | T12 | T12 |
Folgende Ausführungen sind lieferbar:
TiN, TiAlN, TiCN, weitere auf Anfrage.
Rezensionen
Es gibt noch keine Rezensionen.